微細加工技術コラム
微細加工における「深穴加工」の限界とは?アスペクト比50倍を実現する技術
微細穴加工における「深穴」
通常のアスペクト比の限界
微細穴加工において、一般的に安定して加工できるアスペクト比(穴径に対する深さの比率)は20倍程度が目安とされています。例えば、直径0.5mmの穴であれば、深さ10mm前後が現実的な加工領域です。
この制約は単なる設備性能の問題ではなく、工具・材料・加工方法といった複合的な要因によるものです。設計段階でこの限界を理解していない場合、試作段階で加工不可や精度不良といった問題が発生し、手戻りの原因となります。
そのため、微細加工を前提とした部品設計では、アスペクト比の制約を踏まえた上で形状設計を行うことが重要です。
なぜ深く掘れないのか?(通常の工具の限界)
通常の微細穴加工用ドリルでは、深穴加工においていくつか課題があります。
まず最大の問題は「切り粉排出」です。穴が深くなるほど切り粉が外部へ排出されにくくなり、穴内部に滞留します。この状態で加工を続けると、切り粉が刃先に噛み込み、工具の摩耗や折損を引き起こします。
次に「工具剛性」の問題があります。微細径ドリルはもともと細く、剛性が低いため、深くなるほどたわみやすくなります。その結果、穴が曲がる、あるいは加工中に折れるといったトラブルが発生します。
さらに、冷却や潤滑の問題も挙げられます。深穴内部まで切削油が届きにくく、熱がこもることで工具寿命が著しく低下します。これらの要因が重なり、一般的な工具ではアスペクト比20倍程度が現実的な上限となります。
アスペクト比50倍程度を実現する「マイクロステップボーラー」
マイクロステップボーラーの優位性
このような課題を解決できるのが「マイクロステップボーラー」です。この工具は、従来のドリルとは異なり、段階的に穴を掘り進める構造と加工方法を前提として設計されています。
穴径φ0.1〜φ2.0mm程度の領域においては、マイクロステップボーラーを使用することで、アスペクト比50倍程度の深穴加工が可能になります。従来の限界を大きく超える加工が実現できるため、流路部品や精密機構部品など、高機能化が求められる分野で活用が進んでいます。
特に、長尺で直進性が求められる穴加工においては、その効果が顕著に現れます。適切な加工条件と設備を組み合わせることで、従来では不可能とされていた設計が現実のものとなります。
マイクロステップボーラーデメリット(精度面)
一方で、マイクロステップボーラーには注意すべき点も存在します。それが「精度面でのトレードオフ」です。
深さを優先する加工であるため、通常の微細穴加工と比較すると、穴径精度や位置精度はやや劣る傾向があります。特に、極小径かつ高アスペクト比の場合、わずかな振れやブレが加工結果に影響を与えやすくなります。
したがって、設計時には「深さ」と「精度」のどちらを優先するのかを明確にし、用途に応じた加工方法を選定することが重要です。
深穴加工を成功させる高精度な「ステッピング加工」
普通のマシニングセンタでは精度の高い深穴加工ができない理由
高性能な工具を使用したとしても、それだけで深穴加工が成功するわけではありません。重要なのは「加工方法」と「設備精度」です。
一般的に深穴加工では、ドリルを一定距離ごとに出し入れする「ステッピング(ペック)加工」が用いられます。しかし、通常のマシニングセンタでは、この動作におけるわずかな位置ズレや振動が蓄積し、結果として穴の曲がりや切り粉詰まりを引き起こします。
特に微細領域では、ミクロン単位のブレがそのまま加工不良につながるため、一般設備では限界があります。
中川製作所の技術
深穴加工を高精度で実現するためには、機械そのものの性能が極めて重要です。高精度な主軸、優れた位置決め精度、そして高速かつ安定した制御性能を備えた設備が求められます。
微細加工ドットコムを運営する中川製作所では、碌々産業製のMEGA Androidを用い、「高速かつ極めて精度の高いステッピング動作」を実現していることで、切り粉排出を確実に行いながら、工具のたわみや振れを最小限に抑え、真っ直ぐで高品質な深穴加工を可能にしています。
単に工具を変えるだけでなく、工具・加工方法・設備を最適化することで、アスペクト比50倍以上の深穴加工を実現しております。
深穴加工事例のご紹介
SUS304 φ0.5 × 深さ25mm × 100穴
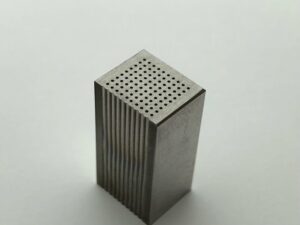
本SUS304の深穴加工品は、微細加工ドットコムの中では比較的穴径が大きい部類に入りますが、アスペクト比50倍という極めて高難度な加工であるため、ご紹介いたします。
一般に、マシニングなどの機械加工においてステンレスは粘りが強く、アルミと比較して加工難易度が高い材料とされています。特に深穴加工では工具折損のリスクが常に伴うため、敬遠されるケースも少なくありません。
しかしながら、当社では、本事例のようにφ0.5の穴を深さ25mmまで加工し、さらに100穴の連続加工にも対応可能です。
高アスペクトの深穴加工は微細加工ドットコムにお任せください
今回は、高アスペクトの深穴加工についてご紹介しました。微細加工ドットコムを運営する中川製作所では、アスペクト比50倍までの深穴加工に対応することが可能です。お困りの方は当社にお気軽にご相談ください。

微細加工 技術コラム
微細加工とは